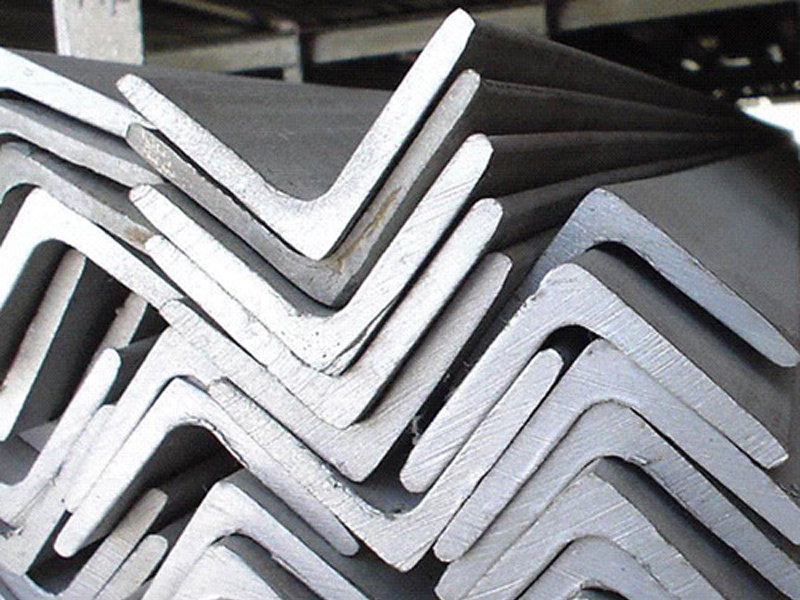
 Металлический уголок – продукт черного металлопроката, профиль которого имеет Г-образное сечение. Изделие активно применяется во всех сферах промышленной индустрии, в частном и коммерческом строительстве. Чаще всего уголок применяется в качестве армирующего элемента во время сооружения металлических решетчатых и монолитных бетонных конструкций, каркасов построек, формирования стен, сильно нагруженных перекрытий, лестничных пролетов и мостов.
Металлический уголок – продукт черного металлопроката, профиль которого имеет Г-образное сечение. Изделие активно применяется во всех сферах промышленной индустрии, в частном и коммерческом строительстве. Чаще всего уголок применяется в качестве армирующего элемента во время сооружения металлических решетчатых и монолитных бетонных конструкций, каркасов построек, формирования стен, сильно нагруженных перекрытий, лестничных пролетов и мостов.
Производство и выпуск металлического уголка осуществляется согласно нормам, установленным по ГОСТу 8509-93. В качестве основного металла используется:
- — углеродистая сталь марок Ст0, Ст3сп и Ст3пс5;
- — низколегированная сталь повышенной прочности 09Г2С, 15ХСНД;
- — нержавейка;
- — алюминий;
- — оцинковка.
На сегодняшний день уголки металлические подразделяют на два основных вида: равнополочные и неравнополочные. Равнополочный угол имеет сечение с одинаковой длиной всех сторон, в то время как длина сторон неравнополочного уголка различна. Уголки с разными сторона выпускают малыми объемами или по индивидуальным заказам. Согласно действующим стандартам ширина полки должна находиться в пределах 20-200 миллиметров и меть толщину от 3 до 16 миллиметров. Длина металлопроката равняется 4-12 метрам.
По точности проката уголки подразделяются на: А-высокой точности и В-обычной точности. Стоит отметить, что марка стали, точность прокатки, толщина и ширина полок напрямую влияют на эксплуатационные свойства уголка и его стоимость. Более детально ознакомиться с разновидностями уголков металлических и их ценами можно на профильном сайте metall-prokat.com.ua.
Способы изготовления металлического уголка
Уголок металлический может производиться двумя различными способами прокатки:
- Методом горячей прокатки. Технология обработки заключается в прокате заготовки металла между вращающимися валами. Под действием давления слиток металла приобретает необходимую форму и размеры, а затем пропускается через прокатный стан. При производстве уголка не разрешается его закручивание вдоль оси. Максимальное отклонение по длине на должно превышать 0,75 процента длины уголка, а коэффициент кривизны должен быть не более 0,4 процентов длины.
- Методом холоднокатаного изгиба. Изгиб уголка получается путем прокатки слитка металла через профилегибочный станок.